Submerged Arc Welding – Working, Advantages and Applications:
Submerged Arc Welding – It is an arc welding process that uses an arc between a bare metal electrode and the weld pool. The arc and molten metal are shielded by a blanket of granular flux on the workpieces. The process is used without pressure and with the filler metal from an electrode, and sometimes from a supplemental source such as a welding rod, flux, or flux with metal granules.
It is an automatic process developed primarily for the production of high quality butt welds in thicker steel plate than is normally suited to other manual arc welding processes.
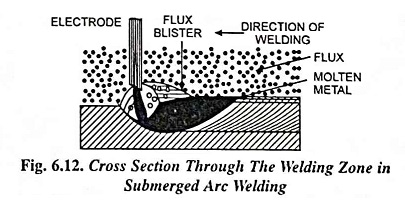
As in open arc welding, the source of heat in the submerged arc welding process is an electric arc or arcs between a metal electrode, or electrodes and the work. The welding zone is shielded by a blanket of flux, so that the arc is not visible. Hence the name “submerged arc welding“. The arc melts the parent metal, the electrode, and the flux. The fused flux produces a blanket of liquid slag which forms a protective envelope both around the arc and the welding zone. Right beneath the electrode tip a weld pool is formed, holding an amount of molten metal. On melting, the electrode metal forms globules which go over into the puddle and mix with the molten parent metal. The pressure of the arc forces the mix out of the puddle so that it forms the weld (Fig. 6.12). This action continues as long as the arc advances. The shape and size of the puddle have a strong effect on those of the weld.
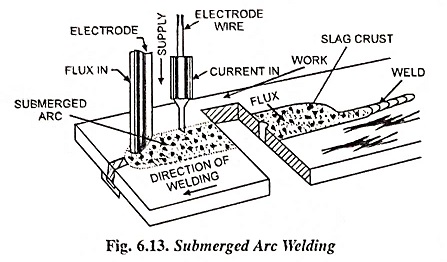
The method of making a weld by submerged arc welding is illustrated diagrammatically in Fig. 6.13. Flux is fed continuously onto the work just ahead of the advancing arc. Since the arc is not visible, the operator can wear goggles with ordinary glasses, using neither a hand screen nor a helmet. Since molten flux is lighter than molten metal, it floats to the surface and solidifies as a crust of brittle slag which is readily removable from the weld surface. Much of the flux spread on the work remains unfused. It is recovered by suction into the hopper for re-use.
The flux may be made of silica, metal oxides, and other compounds fused together and then crushed to proper size. Another group of fluxes is made of similar material “bonded” and formed into granules.
The bare electrode is fed from a reel down through the gun or nozzle. The operator can move it slowly, a little at a time for the start of the arc and then set the proper feed rate on the control box. Wire of several alloys for steel, stainless steel, copper etc. is available in diameters from 3 to 6 mm. Voltage employed is from 25 to 40 volts. Current employed depends considerably on workpiece thickness. Normally dc is used employing 600 to 1,000 A current for welding alloy and stainless steel, although ac is preferable particularly for low carbon steel. The current for ac is usually 2,000 A.
Advantages:
- Partly because it is often automated, it is much faster than regular arc welding. Speeds up to 3,800 mm/minute are possible on 3 mm thick steel at 100% efficiency.
- Deep penetration with high quality weld is possible.
- Less distortion occurs from high speed and uniform heat input, specially when automated.
- No edge preparation is required.
- Operator is not exposed to usual spatter and can work more easily without helmet and other safety equipment.
- The welds obtained have good ductility, impact strength, uniformity, low nitrogen content and high corrosion resistance.
- Manipulative skills normally not involved.
- High utilization of electrode wire.
- Easily automated for high operator factor.
- Little or no smoke.
Applications:
The submerged arc welding is widely used in heavy steel plate fabrication work. This includes the welding of structural shapes, the longitudinal seam of larger diameter pipe, the manufacture of machine components for all types of heavy industry, the manufacture of vessels and tanks for pressure and storage use. It is widely used in the ship building industry for splicing and fabricating subassemblies, and by many other industries where steels are used in medium to heavy thickness. It is also used for surfacing and build-up work, maintenance, and repair.