Metal Arc Welding Working Principle:
In this type of metal arc welding, a metal rod of the same metal as being welded forms one of the electrode and also serves as a filler and no filler rod is used separately. The arc struck between the work being welded and the electrode causes the melted rod to flow across the arc into the metal pool of the parent metal. This deposition of metal is accomplished by contact made between the molten metal and the globules formed on the end of the electrode filler rod. The temperature produced is about 2,400°C and 2,600°C on the negative electrode and positive electrode respectively. The concentration of heat energy at the terminals of the electrode causes a small part of the work being welded to melt almost instantaneously and an intermittent flow of metal across the arc stream.
The metal in the arc stream is in both the liquid and gaseous forms, the liquid metal being transferred across the arc by molecular attraction, adhesion, cohesion, surface tension or a combination of these. For this type of welding both ac and dc can be used. For dc supply 50-60 volts and for ac supply 70-100 volts are used for welding. For current above 750 A ac equipment is preferred as it has high efficiency, negligible loss at no load and minimum maintenance and initial cost.
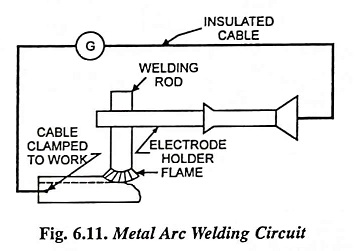
Welding with dc also gives rise to “arc blow”, owing to the magnetic forces created by the current, a trouble which does not exist with ac welding as each magnetic force is immediately followed by one in opposite direction and the arc-deflecting forces are automatically cancelled. Metal in the molten state has an affinity for foreign elements such as oxygen, nitrogen etc.; and in order to prevent impurities from entering the weld modern arc welding electrodes are covered with a coating which, under the welding heat, generates a gas shield round the arc, and also forms a slag which is deposited on and around the molten metal, protecting it against foreign matter during the cooling stages. A metal arc welding circuit is shown in Fig. 6.11.
The correct welding current, voltage and welding speed are very important. Various welding currents can have a deciding effect on the forming of proper beads. A welding shows bead characteristics under different conditions : (i) welding current too low excessive piling of the metal (ii) welding current too high causing excessive spatter, (iii) voltage too high bead too small (iv) welding speed too low excessive piling up of weld metal. Proper current and timing create a smooth, regular, well-formed bead. Undercutting is also a result of too much current. No enough current results in overlapping and a lack of fusion with the metal.