Percussion Welding – Definition, Working, Advantages and Applications:
It is a recent development in welding. Percussion welding is a resistance welding process where in coalescence is produced simultaneously over the entire area of abutting surfaces by heat obtained from an arc produced by a rapid discharge of stored electrical energy. This is a self-timing spot welding method.
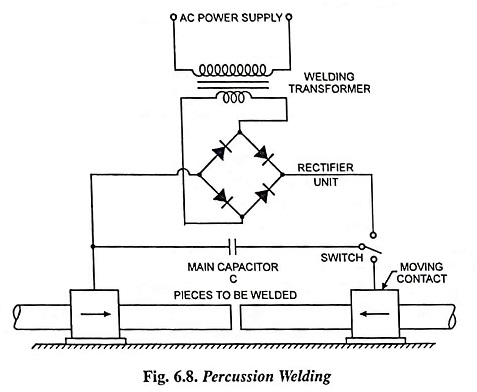
In this percussion welding process, the pieces to be welded are held apart, one in a stationary holder and the other in a clamp mounted in a slide and backed up against heavy spring pressure. When the movable clamp is released, it moves rapidly carrying with it the piece to be welded. When the two pieces are about 1.5 mm apart, there is a sudden discharge of electrical energy, causing intense arcing between the two surfaces and heating them to high temperature. As pieces come in contact with each other under heavy pressure the arc is extinguished due to the percussion blow of the two parts and the force between them effects the weld.
This percussion welding process is quite similar to flash welding and upset welding, but is limited to parts of the same geometry and cross section. It is more complex than the other two processes.
Advantages:
The advantage of the process is that there is an extremely shallow depth of heating and the time cycle is very short. This process is so fast (takes about 0.1 s) that there is little heating effect in the material adjacent to the weld. It may be noted that this process is limited to only small areas (up to 3.2 cm2) of nearly regular sections. Thin sheets of equivalent area cannot be joined by this process.
Applications:
Percussion welding process can be used for welding a large number of dissimilar metals. It is used for very specialized applications and the process is entirely automatic. Metals which can be percussion welded include, copper alloys, aluminium alloys, nickel alloys, low-carbon steel, medium-carbon steel and stainless steels. This process is used for welding satellite tips to tools, copper to aluminium or stainless steel, silver contact tips to copper, cast iron to steel, lead-in-wires on electric lamps and zinc to steel. Gold, silver, copper-tungsten, silver-tungsten and silver-cadmium oxide percussion welded to copper alloys for commonly used assemblies for electric contacts.