High Frequency Eddy Current Heating – Working, Advantages and Applications:
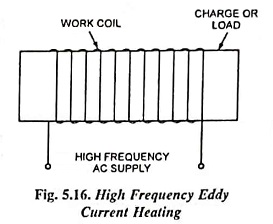
The articles to be heated are placed within a high frequency current carrying coil, alternating magnetic field is set up, eddy currents are induced in the article and heating is, therefore, affected (Fig. 5.16). The high frequency current carrying coil is known as heater coil or work coil, the material which is to be heated is known as the charge or load and the process employed is referred to as high frequency eddy current heating.
The eddy current loss is primarily responsible for the production of heat, but hysteresis loss also contribute to it, though to a little extent, in the case of magnetic materials.
Since the eddy current loss is proportional to the square of the product of supply frequency and flux density, therefore, by controlling the frequency and the flux density the amount of heat can be controlled.
However, it is observed that higher the frequency employed in induction heating, the greater will be the tendency of the induced heating currents to remain at the surface of the material being heated. This property is called skin effect. This has a strong effect upon the uses and limitations of high frequency eddy current heating.
Induced eddy current is of greatest magnitude at the surface of the material to be heated and its value decreases with the distance normal to the surface as we go inside the material.
Since the depth of penetration of the eddy currents into the charge is inversely proportional to the under root of supply frequency
therefore eddy current heating can be restricted to any desired depth of the material to be heated by judicious selection of frequency of the heating current. The supply frequency is usually employed between 10 to 400 kHz.
To be effective the coil must be so shaped to provide as tight a magnetic coupling as possible between itself and the work (or load), the turns of the coil being parallel to the paths in which it is desired that the eddy currents shall flow. With the higher frequencies it is possible to achieve power inputs to the charge of 1.6 kW or more per square centimetre of surface.
Advantages of Eddy Current Heating
- It is quick, clean and convenient method.
- There is little wastage of heat, as heat is produced in the body to be heated up directly.
- It can easily take place in vacuum or other special atmosphere, where as other conventional types of heating are not possible in such places.
- The control of temperature is very easy.
- The heat can be made to penetrate into the metal surface to any desired depth.
- Unskilled labour can also operate the equipment.
- The area of surface over which heat is produced can be accurately controlled.
- The amount of heat produced can be accurately controlled by suitable timing devices.
- The work coils are not required to fit closely around the object being treated. It enables the same coil to heat many different objects of different shapes and sizes and in fact often obviates the necessity of requiring odd shaped coils to heat irregular shaped.
From the economic point of view, the generation of heat is costly, efficiency of equipment is quite low (less than 50%) and initial cost of equipment is also high.
Applications of Eddy Current Heating
The important applications of high frequency eddy current heating are :
- Surface Hardening: It is very important application of high frequency eddy current heating. The bar whose surface is to be hardened, by heat treatment, is surrounded by the work coil. An alternating current of high frequency is made to pass through the work coil. The desired depth of penetration is obtained by judicious selection of the frequency of the heating current in the work coil. After about a few seconds, when the surface has reached the proper temperature, the ac supply is cut off and the bar is at once dipped in water. In the case of hardening done by other methods, the heat treatment of the inner metal is disturbed which produces scales on the surface and also warps a long piece. This is avoided in this method of surface hardening. Such treatment due to induction heating reduces the cost, labour and time considerably.
- Annealing: In conventional method of annealing the process takes long time, which results in scaling of metal—a great shortcoming. But in eddy current heating method, the time taken in the process is less, thus, there is no Scale formation. By this method a temperature of the order 750°C can be attained in one minute (approximately) up to depth of 25 mm.
- Soldering: For soldering it is necessary that required amount of heat is produced at the soldering point and the remaining portion of the solder may remain cold. Eddy current heating can be economically employed for soldering precisely for high temperature soldering, Silver, copper and their alloys are used as solders. By induction heating heat develops very rapidly melting the solder which runs into the joint sealing it properly.
Other applications are welding, drying of paints, melting of precious metals, sterilization of surgical instruments and forging of bolt-heads and rivet heads.