Butt Welding – Definition, Types, Advantages, Disadvantages and Applications:
Welding of two pieces of metal together with a butt weld can be carried out by different resistance welding processes. The butt weld consists of joining of two pieces of metal together either on face or on edge. It is of two types namely (a) upset butt welding and flash butt welding.
1. Upset Butt Welding:
It is a resistance welding process that produces coalescence over the entire area of faying surfaces or progressively along a butt joint by the heat obtained from the resistance to the flow of welding current through the area where those surfaces are in contact. It can be used only if the parts to be welded are equal in cross-sectional area.
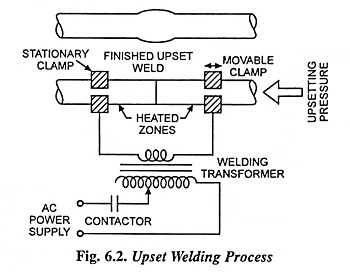
End to end welds, lap welds, and butt welds are included. The faces of the metal pieces to be joined are prepared for even contact. The metal pieces to be joined are fixed in clamps and butted squarely against each other, as shown in Fig. 6.2 and heavy current is passed through them. In this case heating is obtained by the contact resistance of the metals to be welded. When sufficient heat is developed, the pieces are rammed by force to complete the weld. Pressure is applied either manually or with toggle mechanism. The pressure applied upsets or forges the parts together. The joint is cooled under pressure. After cooling, the force is released and the weld is completed. Upset butt welding, which has the advantage of creating no flash spatter and a smooth and symmetrical upset, is used principally on nonferrous materials for welding bars, rods, wire, tubing, formed parts etc. The voltage required for welding is 2-8 volts and current varies from 50 A to several hundred amperes, depending upon the material and the area to be welded at a time. The current, pressure and time may be manual or automatic controlled. The latter method is preferred in production machines.
If intimate contact is not obtained because of improper joint preparation, the weld will be defective.
2. Flash Butt Welding:
Even though it is not a resistance welding process, it is desirable to consider it here, as in this method the two metal pieces are butted together and a current is passed through the joint which heats the ends to red hot. Flash welding may be defined as a resistance welding process that produces coalescence at the faying surfaces of a butt joint by flashing action and by application of pressure after heating is substantially completed (Fig. 6.3).
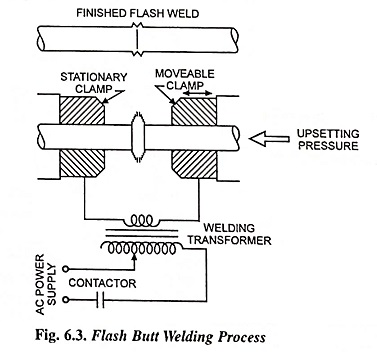
In this process of welding no special preparation of the faces to be welded is necessary. In flash butt welding the voltage to the metal parts to be joined together is applied before putting them together. Protruding small parts of the faces to be welded are brought into contact; the heat developed owing to high resistance of the contact areas raises the temperature of the material at these points and causes them to melt. The molten metal is blown out, and a small arc is formed which raises the temperature of adjoining parts of the abutting surfaces. The ejection of molten metal from high spots continues until the whole of the surfaces are heated to the welding temperature. Some additional heat may be created by the combustion of molten particles, the forceable action of which is probably due to the pressure of metallic vapour. The flashing action is aided by an oscillating movement of one of the components. As soon as the whole of the surfaces to be welded reach forging temperature, the pressure is applied, and the power supply is cut off.
Flash butt welding creates a joint which has practically the full strength of the parent metal under static loading conditions and a strength slightly less than that of the parent metal under dynamic loads. The shape and area of the two components must be identical at the point to be joined, and a suitable upset allowance must be made.
Flash butt welding can be used on most metals (low carbon steels, tool steels, stainless steels, aluminium alloys with thickness exceeding 1.25 mm, copper alloys with high zinc content, magnesium alloys, molybdenum alloys, nickel alloys, titanium alloys, medium strength and high strength low alloy steels) leaving cast iron, lead, zinc, antimony alloys and bismuth. Flash butt welding is considered superior to upset butt welding on the following accounts.
Advantages:
- Many dissimilar metals with different melting temperatures can be flash welded.
- Flash weld provides a smaller upset.
- Flash welding is faster than other methods.
- All the foreign metals appearing on the butting surfaces is burnt due to first few flashes preceding application of welding pressure. Thus clean and pure weld is obtained.
- Power requirement is less.
- Flash welding can be used for the welding of those highly alloyed steels which cannot be welded satisfactorily by any other process. This is because, in flash welding, under correctly controlled conditions, the heating is not only even but extremely local; so that the cooling stresses are maintained at a minimum; this avoids hardening and cracking in highly alloyed steels.
Disadvantages:
- The most undesirable feature of flash welding is the flashing operation during which it is impossible to protect the welding machine and the surrounding area from these particles, which can burn into sideway bearings, insulation etc. This necessitates more frequent
- The process presents a considerable fire hazards. Operators need to be protected from flying particles.
- Metal is lost during flashing and upsetting.
- Concentricity and straightness of the workpieces during welding process is often difficult to maintain.
Applications of Flash Welding:
- Flash welding is applied primarily in the butt welding of metal sheets, tubing, bars, rods, forgings, fittings etc.
- Flash welding finds applications in automotive and aircraft products, household appliances, refrigerators and farm implements.
- The process is also used for welding the band-saw blades into continuous loops, and joining of tool steel drill, tap and reamer bodies to low carbon steel and alloy steel shanks.
- Flash welding is used to produce assemblies that otherwise would require more costly forgings or castings.